
YOUR INNOVATIVE SOLUTION PARTNER
We are an innovative, flexible, versatile EMS provider for the most challenging demands.
Technology and Processes 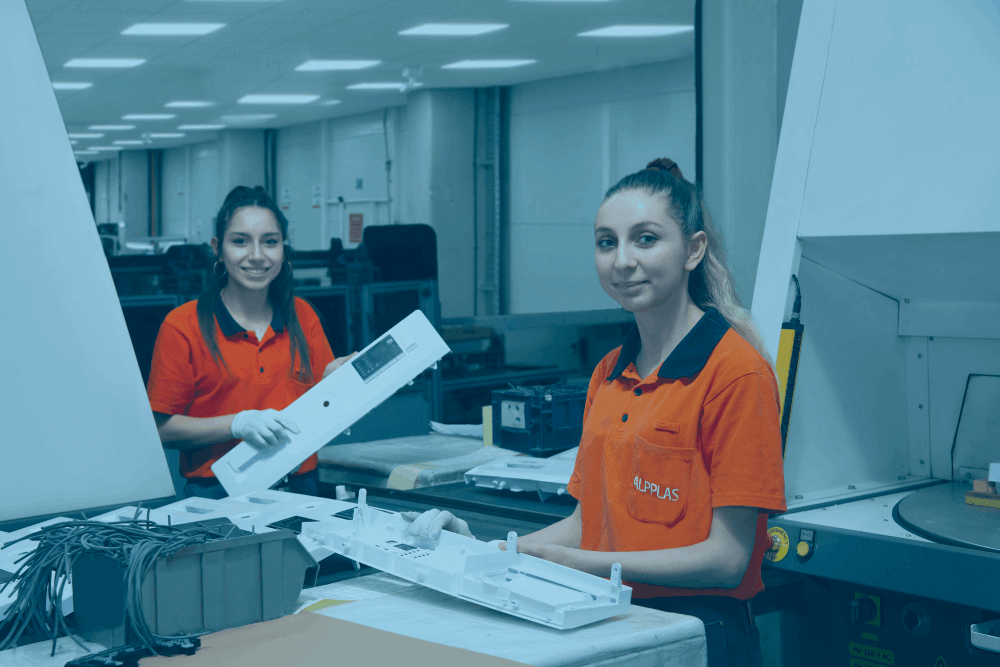
YOUR INNOVATIVE SOLUTION PARTNER
We have been manufacturing sophisticated plastic parts for 35 years.
Life in AlpplasDream big. With us. And join our team.
Apply Now >What can we produce for you?
Alpplas offers end-to-end industrial solutions with one brand. Planning, development, pricing, prototyping, mass production ...
Technology and Processes
Press
All Articles







News
Alpplas Once Again Ranked Among Turkey's Highest R&D Spending Companies
We are proud to announce that we have once again secured our place in Turkishtime’s annual R&D 250 Research. With our innovative approach and strong engineering capabilities, we have been consistently recognized in this list for many years.In addition, we ranked 16th in the 2024 “Top 50 Companies by Number of National Patents Obtained in R&D Centers”, proving once again the creativity and productivity of our R&D team.
We Are Proud to Be Among Türkiye's Largest Industrial Enterprises!
We've been included in the ISO 2024 List of Turkey's Second Top 500 Industrial Enterprises for the 6th Consecutive Year!We are proud to once again be included on the list compiled by the Istanbul Chamber of Industry based on 2024 data.The employment created, the high added value provided, and the contribution made to the national economy are not only our goals but also our greatest sources of motivation.
A New Success in Productivity: We Came Back Second in the 10th Productivity Project Awards
At Alpplas, we were awarded second place in the Digital Transformation category for our "Productivity Increase with Robot-Integrated Test Automation System" project at the Productivity Project Awards organized by the Ministry of Industry and Technology! With this project, we developed a system that reduces human error, accelerates quality control, and increases traceability, demonstrating concretely the impact of digitalization on productivity. This is the fourth award Alpplas has received from the Productivity Project Awards.